PET
Polyethylenterephthalat (manchmal auch Poly(ethylenterephthalat) geschrieben), üblicherweise abgekürzt PET, PETEoder das veraltete PETP oder PET-P ist am häufigsten thermoplastischem Polymer Harz der Polyester Familie und wird in Fasern für Kleidung, Behälter für Flüssigkeiten und Lebensmittel, Thermoformen für die Fertigung und in Kombination mit Glasfasern für technische Harze.
Es kann auch mit dem Markennamen darauf verwiesen werden Dacron;; in Britannien, Terylene; oder, in Russland und der ehemaligen Sowjetunion, Lawsan.
Der Großteil der weltweiten PET-Produktion entfällt auf synthetische Fasern (mehr als 60 %), wobei die Flaschenproduktion etwa 30 % der weltweiten Nachfrage ausmacht. Im Zusammenhang mit textilen Anwendungen wird PET mit seinem gebräuchlichen Namen bezeichnet: Polyester, während das Akronym PET wird im Allgemeinen in Bezug auf Verpackungen verwendet. Polyester macht etwa 18 % der weltweiten Polymerproduktion aus und ist das am vierthäufigsten produzierte Material Polymer; Polyethylen(SPORT), Polypropylen (PP) und Polyvinylchlorid (PVC) sind jeweils erste, zweite und dritte.
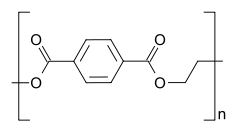
PET besteht aus polymerisiert Einheiten des Monomers Ethylenterephthalat mit sich wiederholenden (C10H8O4) Einheiten. PET wird üblicherweise recycelt und hat die Nummer 1 als Recycling-Symbol.
In Abhängigkeit von seiner Verarbeitung und seiner thermischen Vorgeschichte kann Polyethylenterephthalat sowohl als amorphes (transparentes) als auch als amorphes vorliegen teilkristallines Polymer. Das teilkristalline Material kann je nach Kristallstruktur und Partikelgröße transparent (Partikelgröße < 500 nm) oder undurchsichtig und weiß (Partikelgröße bis zu einigen Mikrometern) erscheinen. Sein Monomer Bis (2-hydroxyethyl) terephthalat kann durch die synthetisiert werden Veresterung Reaktion zwischen Terephthalsäure und Ethylenglykol mit Wasser als Nebenprodukt, oder durch Umesterung Reaktion zwischen Ethylenglykol und Dimethylterephthalat mit Methanol als Nebenprodukt. Die Polymerisation erfolgt durch a Polykondensation Reaktion der Monomere (unmittelbar nach der Veresterung / Umesterung) mit Wasser als Nebenprodukt.
| Namen | |
|---|---|
| IUPAC-Name
Poly(ethylbenzol-1,4-dicarboxylat)
|
|
| Identifiers | |
| 25038-59-9 |
|
| Abkürzungen | PET, PETER |
| Ferienhäuser | |
| (C10H8O4)n | |
| Molare Masse | Variable |
| Signaldichte | 1.38 g / cm3 (20 ° C), amorph: 1.370 g / cm3, Einkristall: 1.455 g / cm3 |
| Schmelzpunkt | > 250 °C, 260 °C |
| Siedepunkt | > 350 °C (zersetzt sich) |
| Praktisch unlöslich | |
| Wärmeleitfähigkeit | 0.15 bis 0.24 W m-1 K-1 |
|
Brechungsindex(nD)
|
1.57–1.58, 1.5750 |
| Thermochemie | |
| 1.0 kJ / (kg · K) | |
| Verwandte Verbindungen | |
|
Verbunden Monomere
|
Terephthalsäure Ethylenglykol |
|
Sofern nicht anders angegeben, werden Daten für Materialien in ihren angegeben Standardzustand (bei 25 °C [77 °F], 100 kPa).
|
|
Verwendung
Da PET ein ausgezeichnetes Wasser- und Feuchtigkeitsbarrierematerial ist, werden Kunststoffflaschen aus PET häufig für Erfrischungsgetränke verwendet (siehe Karbonisierung). Bei bestimmten Spezialflaschen, beispielsweise solchen, die zur Aufbewahrung von Bier vorgesehen sind, wird PET mit einer zusätzlichen Schicht aus Polyvinylalkohol (PVOH) versehen, um die Sauerstoffdurchlässigkeit weiter zu verringern.
Biaxial orientiertes PET Folie (oft unter einem ihrer Handelsnamen „Mylar“ bekannt) kann aluminisiert werden, indem ein dünner Metallfilm darauf aufgedampft wird, um ihre Durchlässigkeit zu verringern und sie reflektierend und undurchsichtig zu machen (MPET). Diese Eigenschaften sind in vielen Anwendungen nützlich, einschließlich flexibler Lebensmittel Verpackung und Wärmedämmung. Sehen: "Raumdecken„. Aufgrund ihrer hohen mechanischen Festigkeit wird PET-Folie häufig in Bandanwendungen eingesetzt, beispielsweise als Träger für Magnetbänder oder Träger für Haftklebebänder.
Nicht orientierte PET-Folie kann sein thermogeformt zur Herstellung von Verpackungsschalen und Blisterverpackungen. Wenn kristallisierbares PET verwendet wird, können die Schalen für Tiefkühlgerichte verwendet werden, da sie sowohl Gefriertemperaturen als auch Backtemperaturen im Ofen standhalten. Im Gegensatz zu amorphem PET, das transparent ist, hat kristallisierbares PET oder CPET tendenziell eine schwarze Farbe.
Durch die Füllung mit Glaspartikeln oder Fasern wird es deutlich steifer und langlebiger.
PET wird auch als Substrat in Dünnschichtsolarzellen verwendet.
Terylen wird auch in Glockenseiloberteile gespleißt, um eine Abnutzung der Seile beim Durchgang durch die Decke zu verhindern.
Geschichte
PET wurde 1941 von John Rex Whinfield, James Tennant Dickson und ihrem Arbeitgeber, der Calico Printers' Association of Manchester, England, patentiert. EI DuPont de Nemours in Delaware, USA, verwendete die Marke Mylar erstmals im Juni 1951 und ließ sie 1952 registrieren. Es ist immer noch der bekannteste Name für Polyesterfolie. Der derzeitige Eigentümer der Marke ist DuPont Teijin Films US, eine Partnerschaft mit einem japanischen Unternehmen.
In der Sowjetunion wurde PET erstmals 1949 in den Labors des Instituts für hochmolekulare Verbindungen der Akademie der Wissenschaften der UdSSR hergestellt, und sein Name „Lavsan“ ist eine Abkürzung davon (лаоратории нститута всокомолекулярных соединений Академи наук СССР).
Die PET-Flasche wurde 1973 von Nathaniel Wyeth patentiert.
Physikalische Eigenschaften
PET ist in seinem natürlichen Zustand ein farbloses, teilkristallines Harz. PET kann je nach Verarbeitung halbstarr bis starr sein und ist sehr leicht. Es bildet eine gute Gas- und Feuchtigkeitsbarriere sowie eine gute Barriere gegen Alkohol (erfordert eine zusätzliche „Barriere“-Behandlung) und Lösungsmittel. Es ist stark und schlagfest. PET wird weiß, wenn es Chloroform und bestimmten anderen Chemikalien wie Toluol ausgesetzt wird.
Etwa 60 % Kristallisation sind die Obergrenze für kommerzielle Produkte, mit Ausnahme von Polyesterfasern. Klare Produkte können durch schnelles Abkühlen von geschmolzenem Polymer unter T hergestellt werdeng Glasübergangstemperatur, um einen amorphen Feststoff zu bilden. Wie Glas entsteht amorphes PET, wenn seinen Molekülen nicht genügend Zeit gegeben wird, sich beim Abkühlen der Schmelze geordnet und kristallin anzuordnen. Bei Raumtemperatur sind die Moleküle an Ort und Stelle eingefroren, aber wenn ihnen durch Erhitzen über T genügend Wärmeenergie zurückgeführt wirdg, beginnen sie sich wieder zu bewegen, wodurch Kristalle entstehen und wachsen können. Dieses Verfahren wird als Festkörperkristallisation bezeichnet.
Wenn das geschmolzene Polymer langsam abkühlen gelassen wird, bildet es ein kristallineres Material. Dieses Material hat Sphärolithen mit vielen kleinen Kristallite wenn es aus einem amorphen Feststoff kristallisiert, anstatt einen großen Einkristall zu bilden. Licht neigt dazu, zu streuen, wenn es die Grenzen zwischen Kristalliten und den amorphen Bereichen zwischen ihnen überschreitet. Diese Streuung führt dazu, dass kristallines PET in den meisten Fällen undurchsichtig und weiß ist. Das Faserziehen gehört zu den wenigen industriellen Verfahren, die ein nahezu einkristallines Produkt erzeugen.
Intrinsische Viskosität

Eine der wichtigsten Eigenschaften von PET wird als bezeichnet intrinsische Viskosität (NS).
Die intrinsische Viskosität des Materials, ermittelt durch Extrapolation der relativen Viskosität auf die Nullkonzentration mit der gemessenen Konzentration Deziliter pro Gramm (dl/g). Die Grenzviskosität hängt von der Länge der Polymerketten ab, hat jedoch keine Einheiten, da sie auf eine Konzentration von Null extrapoliert wird. Je länger die Polymerketten sind, desto mehr Verflechtungen gibt es zwischen den Ketten und desto höher ist daher die Viskosität. Die durchschnittliche Kettenlänge einer bestimmten Harzcharge kann währenddessen gesteuert werden Polykondensation.
Der Grenzviskositätsbereich von PET:
Faserqualität
- 0.40–0.70 Textil
- 0.72–0.98 Technisch, Reifencord
Filmqualität
- 0.60-0.70 BoPET (biaxial orientierte PET-Folie)
- 0.70–1.00 Blattsorte für Tiefziehen
Flaschenqualität
- 0.70–0.78 Wasserflaschen (flach)
- 0.78–0.85 Kohlensäurehaltiges Erfrischungsgetränk
Monofilament, technischer Kunststoff
- 1.00-2.00
Trocknen
PET ist hygroskopischDas bedeutet, dass es Wasser aus seiner Umgebung aufnimmt. Wenn dieses „feuchte“ PET jedoch dann erhitzt wird, entsteht das Wasser hydrolysiert das PET, wodurch seine Widerstandsfähigkeit verringert wird. Bevor das Harz also in einer Formmaschine verarbeitet werden kann, muss es getrocknet werden. Die Trocknung wird durch die Verwendung von a erreicht Trockenmittel oder Trockner, bevor das PET der Verarbeitungsanlage zugeführt wird.
Im Trockner wird heiße, trockene Luft in den Boden des Trichters gepumpt, der das Harz enthält, so dass es nach oben durch die Pellets strömt und dabei Feuchtigkeit entfernt. Die heiße, feuchte Luft verlässt die Oberseite des Trichters und wird zunächst durch einen Nachkühler geleitet, da es einfacher ist, Feuchtigkeit aus kalter Luft zu entfernen als aus heißer Luft. Die entstehende kühle, feuchte Luft wird dann durch ein Trockenmittelbett geleitet. Schließlich wird die kühle, trockene Luft, die das Trockenmittelbett verlässt, in einem Prozesserhitzer erneut erhitzt und in einem geschlossenen Kreislauf durch dieselben Prozesse zurückgeführt. Typischerweise muss der Restfeuchtigkeitsgehalt im Harz vor der Verarbeitung weniger als 50 Teile pro Million (Teile Wasser pro Million Teile Harz, nach Gewicht) betragen. Die Verweilzeit im Trockner sollte nicht kürzer als etwa vier Stunden sein. Dies liegt daran, dass zum Trocknen des Materials in weniger als 4 Stunden eine Temperatur über 160 °C erforderlich wäre Hydrolyse würde im Inneren der Pellets beginnen, bevor sie austrocknen könnten.
PET kann auch in Druckluft-Harztrocknern getrocknet werden. Drucklufttrockner verwenden keine Trocknungsluft wieder. Trockene, erhitzte Druckluft wird wie beim Adsorptionstrockner durch die PET-Granulat zirkuliert und dann an die Atmosphäre abgegeben.
Copolymere
Zusätzlich zu reinem (Homopolymer) PET, PET modifiziert durch Copolymerisation ist ebenfalls verfügbar.
In manchen Fällen sind die veränderten Eigenschaften von Copolymeren für eine bestimmte Anwendung wünschenswerter. Zum Beispiel, Cyclohexandimethanol (CHDM) kann anstelle von dem Polymergrundgerüst zugesetzt werden Ethylenglykol. Da dieser Baustein viel größer ist (6 zusätzliche Kohlenstoffatome) als die Ethylenglykol-Einheit, die er ersetzt, passt er nicht wie eine Ethylenglykol-Einheit in die benachbarten Ketten. Dies stört die Kristallisation und senkt die Schmelztemperatur des Polymers. Im Allgemeinen ist solches PET als PETG oder PET-G bekannt (Polyethylenterephthalat-Glykol-modifiziert; Eastman Chemical, SK Chemicals und Artenius Italia sind einige PETG-Hersteller). PETG ist ein klarer amorpher Thermoplast, der spritzgegossen oder plattenextrudiert werden kann. Es kann während der Verarbeitung eingefärbt werden.
Ein weiterer gängiger Modifikator ist Isophthalsäureund ersetzt einige der 1,4- (para-) verknüpft Terephthalat Einheiten. Die 1,2- (ortho-) oder 1,3- (Ziel-) Die Verknüpfung erzeugt einen Winkel in der Kette, der auch die Kristallinität stört.
Solche Copolymere sind für bestimmte Formanwendungen vorteilhaft, wie z Tiefziehen, mit dem beispielsweise Tray- oder Blisterverpackungen aus Co-PET-Folie, amorpher PET-Folie (A-PET) oder PETG-Folie hergestellt werden. Andererseits ist die Kristallisation auch bei anderen Anwendungen wichtig, bei denen es auf mechanische Stabilität und Dimensionsstabilität ankommt, beispielsweise bei Sicherheitsgurten. Bei PET-Flaschen ist die Verwendung geringer Mengen Isophthalsäure, CHDM, Diethylenglykol (DEG) oder andere Comonomere können nützlich sein: Wenn nur geringe Mengen an Comonomeren verwendet werden, wird die Kristallisation verlangsamt, aber nicht vollständig verhindert. Dadurch sind Flaschen über erhältlich Stretchblasformen („SBM“), die sowohl klar als auch kristallin genug sind, um eine ausreichende Barriere gegen Aromen und sogar Gase wie Kohlendioxid in kohlensäurehaltigen Getränken zu bilden.
Produktion

Polyethylenterephthalat wird hergestellt aus Ethylenglykol und Dimethylterephthalat (C6H4(CO2CH3)2oder Terephthalsäure.
Ersteres ist ein Umesterung Reaktion, während letzteres eine ist Veresterung Reaktion.
Dimethylterephthalat-Verfahren
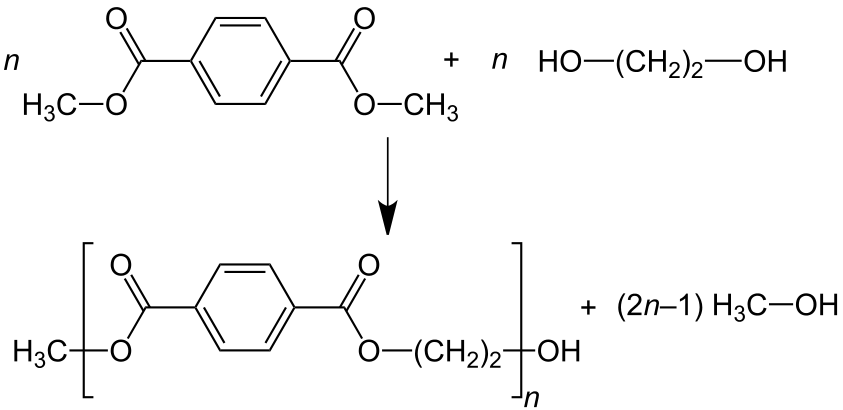
In Dimethylterephthalat Dabei werden diese Verbindung und überschüssiges Ethylenglykol in der Schmelze bei 150–200 °C mit a umgesetzt basischer Katalysator. Methanol (CH3OH) wird durch Destillation entfernt, um die Reaktion voranzutreiben. Überschüssiges Ethylenglykol wird bei höherer Temperatur mit Hilfe von Vakuum abdestilliert. Der zweite Umesterungsschritt erfolgt bei 270–280 °C, wobei auch kontinuierlich Ethylenglykol abdestilliert wird.
Die Reaktionen werden wie folgt idealisiert:
- Erster Schritt
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2OH)2 + 2CH3OH
- Zweiter Schritt
- n C6H4(CO2CH2CH2OH)2 → [(CO)C6H4(CO2CH2CH2Ö)]n + n HOCH2CH2OH
Terephthalsäure-Verfahren
Im Terephthalsäure Bei diesem Verfahren wird die Veresterung von Ethylenglykol und Terephthalsäure direkt bei mäßigem Druck (2.7–5.5 bar) und hoher Temperatur (220–260 °C) durchgeführt. Bei der Reaktion wird Wasser abgespalten, außerdem wird es kontinuierlich durch Destillation entfernt:
- n C6H4(CO2H)2 + n HOCH2CH2OH → [(CO)C6H4(CO2CH2CH2Ö)]n + 2n H2O
Degradierung
PET unterliegt während der Verarbeitung verschiedenen Arten von Zersetzung. Die wichtigsten Zersetzungen, die auftreten können, sind hydrolytische und wahrscheinlich die wichtigste thermische Oxidation. Wenn sich PET zersetzt, passieren mehrere Dinge: Verfärbung, Kettenbildung Spaltungen Dies führt zu einem verringerten Molekulargewicht und der Bildung von Acetaldehyd und Querverbindungen („Gel“- oder „Fischaugen“-Bildung). Die Verfärbung ist auf die Bildung verschiedener chromophorer Systeme nach längerer thermischer Behandlung bei erhöhten Temperaturen zurückzuführen. Dies wird zum Problem, wenn die optischen Anforderungen an das Polymer sehr hoch sind, beispielsweise bei Verpackungsanwendungen. Der thermische und thermooxidative Abbau führt zu einer schlechten Verarbeitbarkeit und Leistung des Materials.
Eine Möglichkeit, dies zu lindern, ist die Verwendung von a Copolymer. Comonomere wie CHDM oder Isophthalsäure Senken Sie die Schmelztemperatur und verringern Sie den Kristallinitätsgrad von PET (besonders wichtig, wenn das Material zur Flaschenherstellung verwendet wird). Somit kann das Harz bei niedrigeren Temperaturen und/oder mit geringerer Kraft plastisch geformt werden. Dies trägt dazu bei, eine Zersetzung zu verhindern und den Acetaldehydgehalt des Endprodukts auf ein akzeptables (d. h. nicht wahrnehmbares) Niveau zu senken. Sehen Copolymere, über. Eine weitere Möglichkeit, die Stabilität des Polymers zu verbessern, ist die Verwendung von Stabilisatoren, hauptsächlich Antioxidantien wie z Phosphite. Kürzlich wurde auch über eine Stabilisierung des Materials auf molekularer Ebene mithilfe nanostrukturierter Chemikalien nachgedacht.
Acetaldehyd
Acetaldehyd ist eine farblose, flüchtige Substanz mit fruchtigem Geruch. Obwohl es in manchen Früchten auf natürliche Weise vorkommt, kann es in abgefülltem Wasser zu einem unangenehmen Geschmack führen. Acetaldehyd entsteht durch den Abbau von PET durch unsachgemäße Handhabung des Materials. Hohe Temperaturen (PET zersetzt sich über 300 °C oder 570 °F), hohe Drücke, Extrudergeschwindigkeiten (übermäßige Scherströmung erhöht die Temperatur) und lange Verweilzeiten im Zylinder tragen alle zur Produktion von Acetaldehyd bei. Wenn Acetaldehyd entsteht, verbleibt ein Teil davon gelöst in den Wänden eines Behälters und dann diffundiert in das darin gelagerte Produkt, wodurch Geschmack und Aroma verändert werden. Dies ist kein Problem für Nicht-Verbrauchsmaterialien (wie Shampoo), für Fruchtsäfte (die bereits Acetaldehyd enthalten) oder für stark schmeckende Getränke wie Erfrischungsgetränke. Für Wasser in Flaschen ist jedoch ein niedriger Acetaldehydgehalt sehr wichtig, da, wenn nichts das Aroma maskiert, selbst extrem niedrige Konzentrationen (10–20 Teile pro Milliarde im Wasser) von Acetaldehyd einen schlechten Geschmack hervorrufen können.
Antimon
Antimon (Sb) ist ein Metalloidelement, das als Katalysator in Form von Verbindungen wie z. B. verwendet wird Antimontrioxid (Sb2O3) oder Antimontriacetat bei der Herstellung von PET. Nach der Herstellung kann auf der Oberfläche des Produkts eine nachweisbare Menge Antimon gefunden werden. Diese Rückstände können durch Waschen entfernt werden. Antimon verbleibt auch im Material selbst und kann so in Lebensmittel und Getränke übergehen. Wird PET dem Kochen oder der Mikrowellenbehandlung ausgesetzt, kann sich der Antimongehalt erheblich erhöhen, möglicherweise über die maximalen Kontaminationswerte der USEPA hinaus. Der von der WHO festgelegte Trinkwassergrenzwert liegt bei 20 Teilen pro Milliarde (WHO, 2003), und der Trinkwassergrenzwert in den USA liegt bei 6 Teilen pro Milliarde. Obwohl Antimontrioxid bei oraler Einnahme eine geringe Toxizität aufweist, ist sein Vorhandensein dennoch besorgniserregend. Die Schweizer Bundesamt für Gesundheit untersuchten das Ausmaß der Antimonmigration und verglichen dabei in PET- und Glasflaschen abgefülltes Wasser: Die Antimonkonzentrationen des Wassers in PET-Flaschen waren höher, aber immer noch deutlich unter der zulässigen Höchstkonzentration. Das Schweizer Bundesamt für Gesundheit kam zu dem Schluss, dass geringe Mengen Antimon aus dem PET in das Wasser in Flaschen übergehen, das Gesundheitsrisiko der daraus resultierenden geringen Konzentrationen jedoch vernachlässigbar ist (1 % der „erträgliche tägliche Aufnahme” bestimmt durch die WHO). Eine spätere (2006), aber weiter verbreitete Studie ergab ähnliche Mengen Antimon im Wasser in PET-Flaschen. Die WHO hat eine Risikobewertung für Antimon im Trinkwasser veröffentlicht.
Bei Fruchtsaftkonzentraten (für die es keine Richtlinien gibt), die im Vereinigten Königreich hergestellt und in PET abgefüllt wurden, wurde jedoch festgestellt, dass sie bis zu 44.7 µg/L Antimon enthalten, was deutlich über den EU-Grenzwerten liegt Leitungswasser von 5 ug / l.
Bioabbau
Nokardie kann PET mit einem Esteraseenzym abbauen.
Japanische Wissenschaftler haben ein Bakterium isoliert Ideonella sakaiensis das besitzt zwei Enzyme, die das PET in kleinere Stücke zerlegen können, die das Bakterium verdauen kann. Eine Kolonie von I. sakaiensis kann eine Kunststofffolie in etwa sechs Wochen zerfallen.
Sicherheit
Kommentar veröffentlicht in Environmental Health Perspectives im April 2010 schlug vor, dass PET nachgeben könnte endokrine Disruptoren unter Bedingungen der allgemeinen Verwendung und empfohlenen Forschung zu diesem Thema. Vorgeschlagene Mechanismen umfassen das Auswaschen von Phthalate sowie Auswaschen von Antimon. Artikel veröffentlicht in Zeitschrift für Umweltüberwachung im April 2012 kommt zu dem Schluss, dass die Antimonkonzentration in entionisiertes Wasser Die Lagerung in PET-Flaschen bleibt innerhalb der EU-Grenzwerte, auch wenn sie kurzzeitig bei Temperaturen von bis zu 60 °C (140 °F) gelagert werden, während Flascheninhalte (Wasser oder Erfrischungsgetränke) gelegentlich nach weniger als einem Jahr Lagerung bei Raumtemperatur den EU-Grenzwert überschreiten können Temperatur.
Flaschenverarbeitungsgeräte

Es gibt zwei grundlegende Formmethoden für PET-Flaschen: einstufig und zweistufig. Beim zweistufigen Formen werden zwei separate Maschinen verwendet. Bei der ersten maschinellen Injektion wird der Vorformling, der einem Reagenzglas ähnelt, mit den bereits eingegossenen Flaschenverschlussgewinden geformt. Der Rohrkörper ist deutlich dicker, da er im zweiten Schritt mit in seine endgültige Form aufgepumpt wird Stretchblasformen.
Im zweiten Schritt werden die Vorformlinge schnell erhitzt und dann gegen eine zweiteilige Form aufgeblasen, um sie in die endgültige Flaschenform zu bringen. Preforms (unaufgeblasene Flaschen) werden mittlerweile auch selbst als robuste und einzigartige Behälter verwendet; Neben neuartigen Süßigkeiten verteilen einige Rotkreuzverbände diese im Rahmen des Vial of Life-Programms an Hausbesitzer, um die Krankengeschichte für Notfallhelfer aufzubewahren. Eine weitere, immer häufiger vorkommende Verwendung der Vorformlinge sind Behälter bei der Outdoor-Aktivität Geocaching.
Bei einstufigen Maschinen wird der gesamte Prozess vom Rohmaterial bis zum fertigen Behälter in einer Maschine durchgeführt, wodurch sie sich besonders zum Formen nicht standardmäßiger Formen (kundenspezifisches Formen) eignet, einschließlich Gläsern, flachen Ovalen, Flaschenformen usw. Ihr größter Vorteil ist die Reduzierung von Platzbedarf, Produkthandhabung und Energie sowie eine weitaus höhere visuelle Qualität, als sie mit dem zweistufigen System erreicht werden kann.
Polyester-Recyclingindustrie
Im Jahr 2016 wurden schätzungsweise 56 Millionen Tonnen PET pro Jahr produziert.
Während die meisten Thermoplaste im Prinzip recycelt werden können, Recycling von PET-Flaschen ist aufgrund des hohen Wertes des Harzes und der fast ausschließlichen Verwendung von PET für die häufig verwendete Abfüllung von Wasser und kohlensäurehaltigen Erfrischungsgetränken praktischer als viele andere Kunststoffanwendungen. PET hat eine Harzidentifikationscode von 1. Die Hauptanwendungen für recyceltes PET sind Polyester Faser, Umreifungs- und Non-Food-Behälter.
Wegen der Recyclingfähigkeit von PET und der relativen Häufigkeit von Post-Consumer-Abfälle In Form von Flaschen gewinnt PET als Teppichfaser rasch Marktanteile. Mohawk Industries 1999 wurde everSTRAND veröffentlicht, eine PET-Faser mit 100% recyceltem Post-Consumer-Gehalt. Seitdem wurden mehr als 17 Milliarden Flaschen zu Teppichfasern recycelt. Pharr Yarns, Lieferant zahlreicher Teppichhersteller, darunter Looptex, Dobbs Mills und Berkshire Flooring, produziert eine BCF-PET-Teppichfaser (Bulk Continuous Filament) mit einem Recyclinganteil von mindestens 25% nach dem Verbrauch.
Wie viele andere Kunststoffe eignet sich auch PET hervorragend für die thermische Entsorgung (Verbrennung), da es aus Kohlenstoff, Wasserstoff und Sauerstoff besteht und nur Spuren von Katalysatorelementen (jedoch keinen Schwefel) enthält. PET hat den Energiegehalt von Weichkohle.
Beim Recycling von Polyethylenterephthalat bzw. PET bzw. Polyester sind grundsätzlich zwei Wege zu unterscheiden:
- Das chemische Recycling zurück zu den ursprünglich gereinigten Rohstoffen Terephthalsäure (PTA) oder Dimethylterephthalat (DMT) und Ethylenglykol (EG) wo die Polymerstruktur vollständig zerstört wird oder in Prozesszwischenprodukten wie Bis (2-hydroxyethyl) terephthalat
- Das mechanische Recycling, bei dem die ursprünglichen Polymereigenschaften beibehalten oder wiederhergestellt werden.
Das chemische Recycling von PET wird nur bei Verwendung von Recyclinglinien mit hoher Kapazität von mehr als 50,000 Tonnen / Jahr kosteneffizient. Solche Linien waren, wenn überhaupt, nur in den Produktionsstätten sehr großer Polyesterhersteller zu sehen. In der Vergangenheit wurden mehrere Versuche von industriellem Ausmaß unternommen, um solche chemischen Recyclinganlagen zu errichten, jedoch ohne großen Erfolg. Selbst das vielversprechende chemische Recycling in Japan ist bisher kein industrieller Durchbruch geworden. Die beiden Gründe dafür sind: Erstens die Schwierigkeit einer gleichmäßigen und kontinuierlichen Beschaffung von Abfallflaschen in so großer Menge an einem einzigen Standort und zweitens die stetig steigenden Preise und die Preisvolatilität der gesammelten Flaschen. So stiegen die Preise für Ballenflaschen zwischen 2000 und 2008 von rund 50 Euro / Tonne auf über 500 Euro / Tonne im Jahr 2008.
Das mechanische Recycling oder die direkte Zirkulation von PET im polymeren Zustand wird heute in verschiedensten Varianten betrieben. Diese Art von Prozessen ist typisch für die kleine und mittlere Industrie. Kosteneffizienz kann bereits mit Anlagenkapazitäten im Bereich von 5000 bis 20,000 Tonnen / Jahr erreicht werden. In diesem Fall sind heute nahezu alle Arten von Rückkopplungen von recyceltem Material in den Materialkreislauf möglich. Diese vielfältigen Recyclingprozesse werden im Folgenden ausführlich erörtert.
Neben chemischen Verunreinigungen und Degradierung Bei Produkten, die bei der ersten Verarbeitung und Verwendung entstehen, stellen mechanische Verunreinigungen den Hauptteil der Qualität dar, die Verunreinigungen im Recyclingstrom abwertet. Recycelte Materialien werden zunehmend in Herstellungsprozesse eingeführt, die ursprünglich nur für neue Materialien entwickelt wurden. Daher werden effiziente Sortier-, Trenn- und Reinigungsprozesse für hochwertiges recyceltes Polyester am wichtigsten.
Wenn wir über die Polyesterrecyclingindustrie sprechen, konzentrieren wir uns hauptsächlich auf das Recycling von PET-Flaschen, die mittlerweile für alle Arten von flüssigen Verpackungen wie Wasser, kohlensäurehaltige Erfrischungsgetränke, Säfte, Bier, Saucen, Reinigungsmittel, Haushaltschemikalien usw. verwendet werden. Flaschen sind aufgrund ihrer Form und Konsistenz leicht zu unterscheiden und werden entweder durch automatische oder durch manuelle Sortiervorgänge von Kunststoffabfällen getrennt. Die etablierte Polyesterrecyclingindustrie besteht aus drei Hauptabschnitten:
- Sammlung und Trennung von PET-Flaschen: Abfalllogistik
- Herstellung sauberer Flaschenflocken: Flockenherstellung
- Umwandlung von PET-Flocken in Endprodukte: Flockenverarbeitung
Zwischenprodukt aus dem ersten Abschnitt ist Ballenflaschenabfall mit einem PET-Gehalt von mehr als 90%. Die gebräuchlichste Handelsform ist der Ballen, aber auch gemauerte oder sogar lose, vorgeschnittene Flaschen sind auf dem Markt üblich. Im zweiten Abschnitt werden die gesammelten Flaschen in saubere PET-Flaschenflocken umgewandelt. Dieser Schritt kann je nach erforderlicher Endflockenqualität mehr oder weniger komplex und kompliziert sein. Während des dritten Schritts werden PET-Flaschenflocken zu jeglichen Produkten wie Folien, Flaschen, Fasern, Filamenten, Umreifungsbändern oder Zwischenprodukten wie Pellets für die Weiterverarbeitung und technische Kunststoffe verarbeitet.
Neben diesem externen (Post-Consumer-) Polyesterflaschenrecycling gibt es eine Reihe von internen (Pre-Consumer-) Recyclingprozessen, bei denen das verschwendete Polymermaterial den Produktionsstandort nicht auf den freien Markt verlässt und stattdessen im selben Produktionskreislauf wiederverwendet wird. Auf diese Weise wird Faserabfall direkt zur Herstellung von Fasern wiederverwendet, Vorformlingabfall wird direkt zur Herstellung von Vorformlingen wiederverwendet und Filmabfall wird direkt zur Herstellung von Film wiederverwendet.
Recycling von PET-Flaschen
Reinigung und Dekontamination
Der Erfolg eines Recyclingkonzepts liegt in der Effizienz der Reinigung und Dekontamination am richtigen Ort während der Verarbeitung und im erforderlichen oder gewünschten Umfang.
Im Allgemeinen gilt Folgendes: Je früher im Prozess Fremdstoffe entfernt werden und je gründlicher dies erfolgt, desto effizienter ist der Prozess.
Die Höhe Weichmacher Die Temperatur von PET im Bereich von 280 ° C (536 ° F) ist der Grund, warum fast alle gängigen organischen Verunreinigungen wie z PVC, PLA, Polyolefin, chemische Zellstoff- und Papierfasern, Polyvinylacetat, Schmelzklebstoff, Farbstoffe, Zucker und Protein Rückstände werden in farbige Abbauprodukte umgewandelt, die ihrerseits möglicherweise zusätzlich reaktive Abbauprodukte freisetzen. Dann nimmt die Zahl der Defekte in der Polymerkette erheblich zu. Die Partikelgrößenverteilung der Verunreinigungen ist sehr breit, wobei die großen Partikel von 60–1000 µm – die mit bloßem Auge sichtbar und leicht zu filtern sind – das kleinere Übel darstellen, da ihre Gesamtoberfläche relativ klein ist und die Abbaugeschwindigkeit daher geringer ist. Relativ größer ist der Einfluss der mikroskopisch kleinen Partikel, die aufgrund ihrer Vielzahl die Fehlerhäufigkeit im Polymer erhöhen.
Das Motto „Was das Auge nicht sieht, kann das Herz nicht betrauern“ gilt in vielen Recyclingprozessen als sehr wichtig. Deshalb kommt hier neben einer effizienten Sortierung der Entfernung sichtbarer Störpartikel durch Schmelzefiltrationsverfahren eine besondere Rolle zu.
Generell kann man sagen, dass die Verfahren zur Herstellung von PET-Flaschenflocken aus gesammelten Flaschen ebenso vielseitig sind, wie sich die verschiedenen Abfallströme in ihrer Zusammensetzung und Qualität unterscheiden. Angesichts der Technologie gibt es nicht nur eine Möglichkeit, dies zu tun. Mittlerweile gibt es viele Maschinenbauunternehmen, die Anlagen und Komponenten zur Flockenproduktion anbieten, und es ist schwierig, sich für die eine oder andere Anlagenkonstruktion zu entscheiden. Dennoch gibt es Prozesse, die die meisten dieser Prinzipien teilen. Abhängig von der Zusammensetzung und dem Verunreinigungsgrad des Eingangsmaterials werden die folgenden allgemeinen Prozessschritte angewendet.
- Ballenöffnung, Brikettöffnung
- Sortierung und Auswahl nach verschiedenen Farben, Fremdpolymeren, insbesondere PVC, Fremdkörpern, Entfernung von Film, Papier, Glas, Sand, Erde, Steinen und Metallen
- Vorwaschen ohne Schneiden
- Grobschneiden trocken oder zum Vorwaschen kombiniert
- Entfernung von Steinen, Glas und Metall
- Luftsieben zum Entfernen von Film, Papier und Etiketten
- Schleifen, trocken und / oder nass
- Entfernung von Polymeren niedriger Dichte (Becher) aufgrund von Dichteunterschieden
- Heißwäsche
- Ätzendes Waschen und Oberflächenätzen unter Beibehaltung der Grenzviskosität und Dekontamination
- Spülen
- Sauberes Wasserspülen
- Trocknen
- Luftsieben von Flocken
- Automatische Flockensortierung
- Wasserkreislauf und Wasseraufbereitungstechnik
- Flockenqualitätskontrolle



Verunreinigungen und Materialfehler
Die Anzahl möglicher Verunreinigungen und Materialfehler, die sich im Polymermaterial ansammeln, nimmt permanent zu - sowohl bei der Verarbeitung als auch bei der Verwendung von Polymeren - unter Berücksichtigung einer wachsenden Lebensdauer, wachsender Endanwendungen und wiederholten Recyclings. Bei recycelten PET-Flaschen lassen sich die genannten Mängel in folgende Gruppen einteilen:
- Reaktive Polyester-OH- oder COOH-Endgruppen werden in tote oder nicht reaktive Endgruppen umgewandelt, z. B. Bildung von Vinylesterendgruppen durch Dehydratisierung oder Decarboxylierung von Terephthalatsäure, Reaktion der OH- oder COOH-Endgruppen unter monofunktionellem Abbau Produkte wie Monokohlenstoffsäuren oder Alkohole. Die Ergebnisse sind eine verminderte Reaktivität während der Re-Polykondensation oder des Re-SSP und eine Verbreiterung der Molekulargewichtsverteilung.
- Der Endgruppenanteil verschiebt sich in Richtung der COOH-Endgruppen, die durch thermischen und oxidativen Abbau aufgebaut werden. Das Ergebnis ist eine Abnahme der Reaktivität und eine Zunahme der autokatalytischen Zersetzung der Säure während der Wärmebehandlung in Gegenwart von Feuchtigkeit.
- Die Anzahl der polyfunktionellen Makromoleküle nimmt zu. Ansammlung von Gelen und langkettigen Verzweigungsfehlern.
- Anzahl, Konzentration und Vielfalt nicht polymeridenter organischer und anorganischer Fremdstoffe nehmen zu. Bei jeder neuen thermischen Belastung reagieren die organischen Fremdstoffe durch Zersetzung. Dies führt zur Freisetzung weiterer abbauunterstützender Substanzen und Farbstoffe.
- An der Oberfläche der Produkte aus Polyester bilden sich in Gegenwart von Luft (Sauerstoff) und Feuchtigkeit Hydroxid- und Peroxidgruppen. Dieser Prozess wird durch ultraviolettes Licht beschleunigt. Während eines hintergründigen Behandlungsprozesses sind Hydroperoxide eine Quelle für Sauerstoffradikale, die eine Quelle für oxidativen Abbau sind. Die Zerstörung von Hydroperoxiden soll vor der ersten Wärmebehandlung oder während der Plastifizierung erfolgen und kann durch geeignete Zusatzstoffe wie Antioxidantien unterstützt werden.
Unter Berücksichtigung der oben genannten chemischen Defekte und Verunreinigungen werden die folgenden Polymereigenschaften während jedes Recyclingzyklus, die durch chemische und physikalische Laboranalysen nachweisbar sind, kontinuierlich geändert.
Insbesondere:
- Zunahme der COOH-Endgruppen
- Erhöhung der Farbnummer b
- Zunahme der Trübung (transparente Produkte)
- Erhöhung des Oligomergehalts
- Verringerung der Filterbarkeit
- Erhöhung des Nebenproduktgehalts wie Acetaldehyd, Formaldehyd
- Zunahme extrahierbarer Fremdstoffe
- Farbabnahme L.
- Abnahme von intrinsische Viskosität oder dynamische Viskosität
- Abnahme der Kristallisationstemperatur und Zunahme der Kristallisationsgeschwindigkeit
- Abnahme der mechanischen Eigenschaften wie Zugfestigkeit, Bruchdehnung oder Elastizitätsmodul
- Verbreiterung der Molekulargewichtsverteilung
Das Recycling von PET-Flaschen ist mittlerweile ein industrieller Standardprozess, der von zahlreichen Maschinenbauunternehmen angeboten wird.
Verarbeitungsbeispiele für recyceltes Polyester
Recyclingprozesse mit Polyester sind fast so vielfältig wie die Herstellungsprozesse auf Basis von Primärpellets oder Schmelze. Abhängig von der Reinheit der recycelten Materialien kann Polyester heute in den meisten Polyesterherstellungsprozessen als Mischung mit jungfräulichem Polymer oder zunehmend als 100% recyceltes Polymer verwendet werden. Einige Ausnahmen wie BOPET-Filme mit geringer Dicke, spezielle Anwendungen wie optische Filme oder Garne durch FDY-Spinnen mit> 6000 m / min, Mikrofilamente und Mikrofasern werden nur aus jungfräulichem Polyester hergestellt.
Einfaches Nachpelletieren von Flaschenflocken
Dieser Prozess besteht darin, Flaschenabfälle in Flocken umzuwandeln, die Flocken zu trocknen und zu kristallisieren, zu plastifizieren und zu filtern sowie zu pelletieren. Das Produkt ist ein amorphes Regranulat mit einer Grenzviskosität im Bereich von 0.55–0.7 dl/g, abhängig davon, wie vollständig die Vortrocknung der PET-Flocken durchgeführt wurde.
Besonderheit sind: Acetaldehyd und Oligomere sind in den Pellets in geringerem Maße enthalten; Die Viskosität wird irgendwie verringert, die Pellets sind amorph und müssen vor der weiteren Verarbeitung kristallisiert und getrocknet werden.
Verarbeitung zu:
- A-PET-Folie für Tiefziehen
- Ergänzung zur PET-Neuware-Produktion
- BoPET Verpackungsfolie
- PET-Flasche Harz von SSP
- Teppichgarn
- Technischer Kunststoff
- Filaments
- Non-Woven-
- Verpackungsstreifen
- Stapelfaser.
Die Wahl der Art der erneuten Pelletisierung bedeutet einen zusätzlichen Umwandlungsprozess, der einerseits energieintensiv und kostenintensiv ist und eine thermische Zerstörung verursacht. Auf der anderen Seite bietet der Pelletisierungsschritt die folgenden Vorteile:
- Intensive Schmelzfiltration
- Zwischenqualitätskontrolle
- Modifikation durch Zusatzstoffe
- Produktauswahl und Trennung nach Qualität
- Verarbeitungsflexibilität erhöht
- Qualitätsgleichmäßigkeit.
Herstellung von PET-Pellets oder Flocken für Flaschen (Flasche zu Flasche) und A-PET
Dieser Vorgang ähnelt im Prinzip dem oben beschriebenen; Die erzeugten Pellets werden jedoch direkt (kontinuierlich oder diskontinuierlich) kristallisiert und anschließend einer Festkörperpolykondensation (SSP) in einem Taumeltrockner oder einem vertikalen Rohrreaktor unterzogen. Bei diesem Verarbeitungsschritt wird die entsprechende Grenzviskosität von 0.80–0.085 dl/g wieder aufgebaut und gleichzeitig der Acetaldehydgehalt auf < 1 ppm reduziert.
Die Tatsache, dass einige Maschinenhersteller und Anlagenbauer in Europa und den USA Anstrengungen unternehmen, unabhängige Recyclingverfahren anzubieten, z. B. das sogenannte Bottle-to-Bottle (B-2-B)-Verfahren, wie z BePET, Starlinger, URRC oder BÜHLER, zielt darauf ab, den Nachweis des „Vorhandenseins“ der geforderten Extraktionsrückstände und der Entfernung von Modellverunreinigungen gemäß FDA allgemein durch den sogenannten Challenge-Test zu erbringen, der für die Anwendung des behandelten Polyesters in der EU notwendig ist Lebensmittelsektor. Neben dieser Prozesszulassung ist es jedoch erforderlich, dass jeder Anwender solcher Prozesse die FDA-Grenzwerte für die von ihm für seinen Prozess hergestellten Rohstoffe ständig überprüft.
Direkte Umwandlung von Flaschenflocken
Um Kosten zu sparen, arbeiten immer mehr Hersteller von Polyester-Zwischenprodukten wie Spinnereien, Umreifungsmühlen oder Gießfolienmühlen an der direkten Verwendung der PET-Flocken, von der Behandlung gebrauchter Flaschen bis hin zur Herstellung einer zunehmenden Anzahl der Polyesterzwischenprodukte. Zur Einstellung der notwendigen Viskosität ist neben einer effizienten Trocknung der Flocken möglicherweise auch eine Wiederherstellung der Viskosität durch erforderlich Polykondensation in der Schmelzphase oder Festkörperpolykondensation der Flocken. Bei den neuesten Verfahren zur Umwandlung von PET-Flocken werden Doppelschneckenextruder, Mehrschneckenextruder oder Mehrrotationssysteme sowie eine zufällige Vakuumentgasung eingesetzt, um Feuchtigkeit zu entfernen und ein Vortrocknen der Flocken zu vermeiden. Diese Verfahren ermöglichen die Umwandlung von ungetrockneten PET-Flocken ohne wesentliche durch Hydrolyse verursachte Viskositätsabnahme.
In Bezug auf den Verbrauch von PET-Flaschenflocken wird der Hauptanteil von etwa 70% in Fasern und Filamente umgewandelt. Bei der Verwendung von direkt sekundären Materialien wie Flaschenflocken in Spinnprozessen sind einige Verarbeitungsprinzipien zu beachten.
Hochgeschwindigkeitsspinnverfahren zur Herstellung von POY erfordern normalerweise eine Viskosität von 0.62–0.64 dl/g. Ausgehend von Bottle Flakes lässt sich die Viskosität über den Trocknungsgrad einstellen. Der zusätzliche Einsatz von TiO2 ist für voll mattes oder halb mattes Garn erforderlich. Zum Schutz der Spinndüsen ist in jedem Fall eine effiziente Filtration der Schmelze erforderlich. Derzeit ist die Menge an POY aus 100% Recycling-Polyester eher gering, da für dieses Verfahren eine hohe Reinheit der Spinnschmelze erforderlich ist. Meistens wird eine Mischung aus jungfräulichen und recycelten Pellets verwendet.
Stapelfasern werden in einem Grenzviskositätsbereich gesponnen, der etwas niedriger liegt und zwischen 0.58 und 0.62 dℓ / g liegen sollte. Auch in diesem Fall kann die erforderliche Viskosität im Falle einer Vakuumextrusion durch Trocknen oder Vakuumeinstellung eingestellt werden. Zum Einstellen der Viskosität kann jedoch ein Zusatz von Kettenlängenmodifikator wie Ethylenglykol or Diethylenglykol können ebenfalls verwendet werden.
Das Spinnen von Vliesstoffen - im Bereich des feinen Titers für Textilanwendungen sowie das Spinnen von Vliesstoffen als Grundmaterialien, z. B. für Dacheindeckungen oder im Straßenbau - kann durch Spinnen von Flaschenflocken hergestellt werden. Die Spinnviskosität liegt wieder im Bereich von 0.58–0.65 dℓ / g.
Ein Bereich von zunehmendem Interesse, in dem recycelte Materialien verwendet werden, ist die Herstellung von hochfesten Verpackungsstreifen und Monofilamenten. In beiden Fällen ist der Ausgangsrohstoff ein hauptsächlich recyceltes Material mit höherer Grenzviskosität. Im Schmelzspinnverfahren werden dann hochfeste Verpackungsstreifen sowie Monofilamente hergestellt.
Recycling zu den Monomeren
Polyethylenterephthalat kann depolymerisiert werden, um die Monomerbestandteile zu ergeben. Nach der Reinigung können die Monomere zur Herstellung von neuem Polyethylenterephthalat verwendet werden. Die Esterbindungen in Polyethylenterephthalat können durch Hydrolyse oder Umesterung gespalten werden. Die Reaktionen sind einfach umgekehrt zu den verwendeten in Produktion.
Partielle Glykolyse
Die partielle Glykolyse (Umesterung mit Ethylenglykol) wandelt das starre Polymer in kurzkettige Oligomere um, die bei niedriger Temperatur schmelzfiltriert werden können. Sobald die Oligomere von den Verunreinigungen befreit sind, können sie zur Polymerisation in den Produktionsprozess zurückgeführt werden.
Die Aufgabe besteht darin, 10–25 % Flaschenflocken zuzuführen und gleichzeitig die Qualität der auf der Linie hergestellten Flaschenpellets aufrechtzuerhalten. Dieses Ziel wird dadurch erreicht, dass die PET-Flaschenflocken bereits bei ihrer ersten Plastifizierung, die in einem Ein- oder Mehrschneckenextruder durchgeführt werden kann, durch Zugabe geringer Mengen Ethylenglykol auf eine Grenzviskosität von etwa 0.30 dl/g abgebaut werden indem der niedrigviskose Schmelzestrom direkt nach der Plastifizierung einer effizienten Filtration unterzogen wird. Darüber hinaus wird die Temperatur auf den niedrigstmöglichen Grenzwert gebracht. Darüber hinaus besteht bei dieser Verarbeitungsweise die Möglichkeit einer chemischen Zersetzung der Hydroperoxide durch Zugabe eines entsprechenden P-Stabilisators direkt beim Plastifizieren. Die Zerstörung der Hydroperoxidgruppen erfolgt bei anderen Verfahren bereits im letzten Schritt der Flockenbehandlung, beispielsweise durch Zugabe von H3PO3. Das teilglykolysierte und feinfiltrierte Recyclingmaterial wird kontinuierlich dem Veresterungs- bzw. Vorpolykondensationsreaktor zugeführt, wobei die Dosiermengen der Rohstoffe entsprechend angepasst werden.
Totale Glykolyse, Methanolyse und Hydrolyse
Die Behandlung von Polyesterabfällen durch Gesamtglykolyse zur vollständigen Umwandlung des Polyesters in Bis (2-hydroxyethyl) terephthalat (C6H4(CO2CH2CH2OH)2). Diese Verbindung wird durch Vakuumdestillation gereinigt und ist eines der Zwischenprodukte, die bei der Polyesterherstellung verwendet werden. Die beteiligte Reaktion ist wie folgt:
- [(CO)C6H4(CO2CH2CH2Ö)]n + n HOCH2CH2OH → n C6H4(CO2CH2CH2OH)2
Diese Recyclingroute wurde in Japan im industriellen Maßstab als experimentelle Produktion durchgeführt.
Ähnlich wie bei der Totalglykolyse wird bei der Methanolyse der Polyester in umgewandelt Dimethylterephthalat, das filtriert und vakuumdestilliert werden kann:
- [(CO)C6H4(CO2CH2CH2Ö)]n + 2n CH3OH → n C6H4(CO2CH3)2
Die Methanolyse wird heute in der Industrie nur noch selten durchgeführt, da die Polyesterproduktion auf Basis von Dimethylterephthalat stark zurückgegangen ist und viele Hersteller von Dimethylterephthalat verschwunden sind.
Ebenso wie oben kann Polyethylenterephthalat zu Terephthalsäure hydrolysiert werden Ethylenglykol unter hoher Temperatur und hohem Druck. Die resultierende rohe Terephthalsäure kann gereinigt werden durch Rekristallisation um Material zu erhalten, das zur Repolymerisation geeignet ist:
- [(CO)C6H4(CO2CH2CH2Ö)]n + 2n H2Oder → n C6H4(CO2H)2 + n HOCH2CH2OH
Diese Methode scheint noch nicht kommerzialisiert worden zu sein.